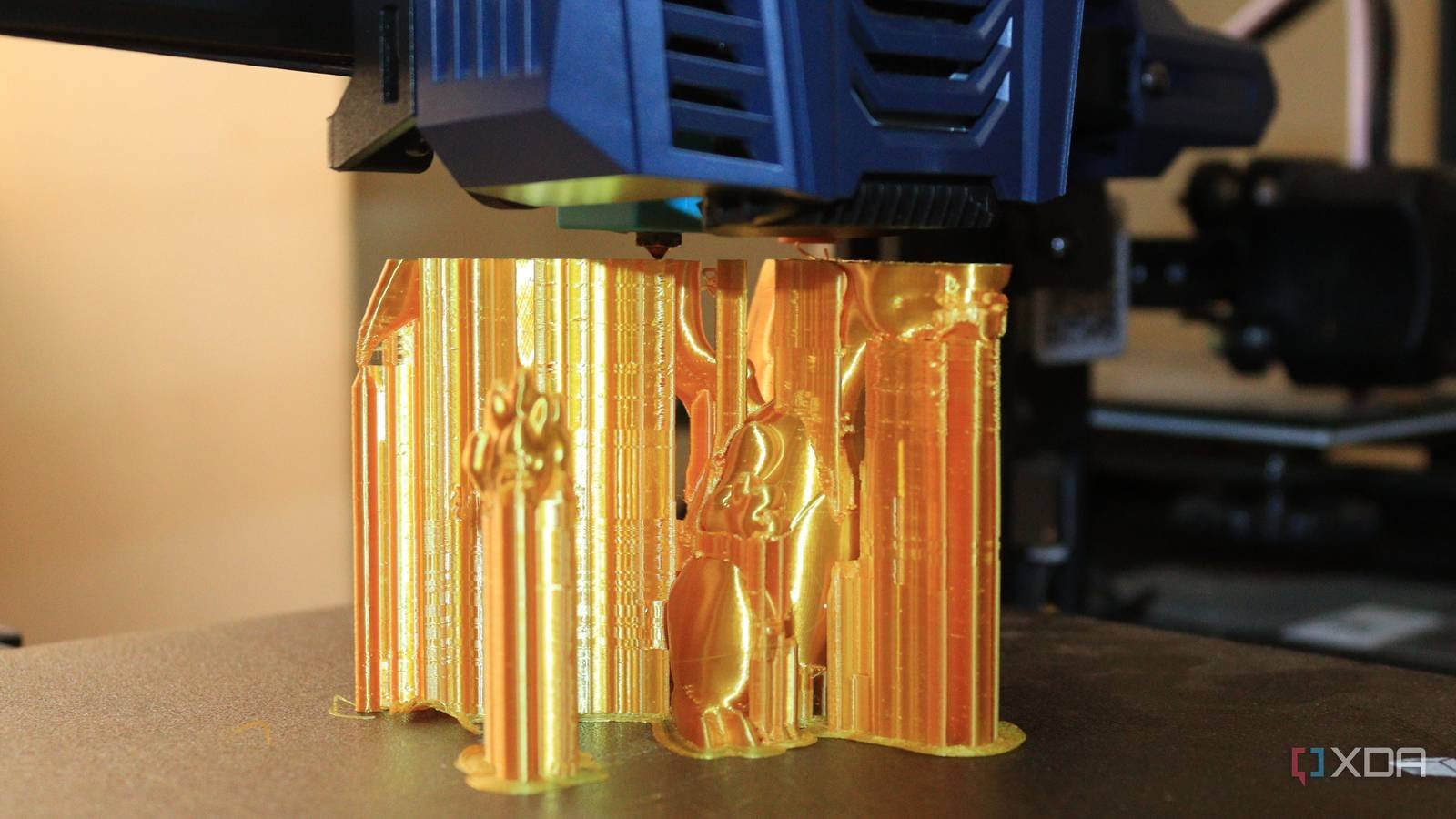
Anyone who prints parts with protrusions, internal gaps, or awkward angles ends up with the same annoying cleanup job. The supports do their job during printing, but often leave behind a second draft after the machine stops. Removing them can require more force than expected, and sometimes that force temporarily damages the model itself rather than the intended material. This is one of those minor disappointments that could do otherwise A successful print feels incomplete.

That’s why I’ve become a big fan of printing support in PETG when the model itself is PLA. The two materials don’t bond together as aggressively as PLA does to more PLA, making support removal less of a battle. There is a special PLA support filament out there, and it definitely has its place, especially if you want a product specifically designed for the job. The catch is that it often costs much more than basic PETG PETG is a more practical choice for many daily prints.
Why mixed materials help here
PLA and PETG separate more cleanly
The biggest reason for this is simple: PLA and PETG don’t like to stick together very well. This sounds like a problem, but remember that braces must be disposable. You want them to hold a shape during printing, but you don’t want them permanently welded to the part. Using PETG for supports usually creates a better balance than PLA-on-PLA.
When both your model and supports are PLA, slicer settings become more important because the materials tend to melt. Even with careful Z-distance adjustment, the support interfaces can still stick so tightly that they scar the surface when removed. PETG beneficially alters this relationship. The support still does the structural work, but the break point becomes more predictable.
It also means less processing after printing. Instead of reaching for soft cutters, burr cutters, and a bundle of patience, you can often peel or rip out abutments with less effort. It doesn’t magically make every supported print perfect, but the odds are tipped in your favor. For decorative prints, mechanical parts, and anything with visible surfaces, it can be the difference between a clean result and a rough-looking part.
The finish usually looks better
Removing the cleaning support protects the surfaces

Easier support removal is nice in itself, but the real payoff depends on what happens on the model surface beneath it. It is a supported field almost always a compromiseand no method of support can make it a flawless face. Again, the goal is to minimize damage during removal. PETG, when combined with a PLA model, can help keep these contact areas from turning into a chewy mess.
This is most important in prints where supported surfaces are visible after mounting. A hidden bracket inside the case can save a bit of cosmetic wear, but a display model, tool holder, or desk accessory can’t. If the support sticks too tightly, you dig into the part trying to salvage it. PETG helps reduce this risk because the model and support are less likely to fuse into a single solid object.
I also think this trick makes supported prints feel less intimidating. There are models I’ve avoided printing in the past because I knew the cleanup would be miserable and the finish would probably suffer anyway. I’m more willing to print shapes with more difficult geometry when I know the supports are more likely to break off cleanly. This method alone is worth keeping in your back pocket.
There is a cost angle
Custom support filament is often expensive

The great thing about this trick is that it doesn’t require buying an exotic material just to see a benefit. Special support filaments are available for PLA, and some are specially formulated to separate more easily or dissolve under certain conditions. This is a real advantage and can be totally worth it for the right workflow. For many hobbyists, the price difference sitting on the shelf is hard to ignore.
A basic PETG spool is usually easy to find and often affordable enough that it doesn’t feel extravagant to keep around. If you already print PETG for other projects, the value gets even better because this spool does double duty. In contrast, a special support filament can only come out for very special jobs. This makes it hard to justify that you’re basically printing everyday parts in PLA.
This is where the PETG trick hits a sweet spot. It’s not the most specialized solution, and it doesn’t claim to be. What it offers is a practical middle ground between stubborn same-material supports and more expensive custom support products. For many manufacturers, this is exactly the kind of trade-off that is useful in real life rather than looking good in a product description.
It’s not always the right answer
Changing the material adds some challenges

There’s a reason this tip is a trick and not a universal rule. Printing PLA with PETG support usually means using at least one printer that is multi-material capable or can handle filament changes without making the process a headache. Not everyone has such a setup. Even if you do, mixing materials adds another variable to adjust, and 3D printing already provides many of those.
You also need to think about temperature, cleaning volumes and contamination between filaments. PLA and PETG print at different ranges, so your machine needs to be clean enough that one material doesn’t spoil the other. If your cleanup settings are sloppy, you may end up with messy tool changes or poor extrusion during transitions. This may negate some of the benefits you hope to gain from easier support removal.
Then it is an obvious fact that not every print needs this treatment. For simple support structures, stacked PLA parameters may already be good enough. Tree supports, better orientation or adjusting the support interface can solve many things before changing materials. If printing is fast, functional, and mostly hidden from view, adding another filament to the job may seem like overkill.
Why I still recommend it
The payoff usually outweighs the hassle

Despite these warnings, I still think so Supports for PETG PLA This is one of the more useful recommendations for people who have the equipment to do so. The reason is not that it replaces good slicing habits. This provides another way to solve a very common problem without spending a lot of money on niche supplies. When a method makes cleaning easier and helps protect the finish, it earns a place in the toolbox.
It also works well when you view it as a selective upgrade rather than a default for every print. I wouldn’t waste time building multi-material supports for a rough prototype or internal bracket that no one would see. I would definitely consider this for parts with fine detail, awkward internal support areas, or surfaces that I want to keep looking clean. When used this way, the additional setup seems more reasonable.
This practical thinking is what makes the trick so appealing. It’s not about chasing perfect prints through increasingly complex workflows. It’s about choosing a cheaper, more common material that solves the problem of annoying cleaning better than supports of the same material. The appeal is very easy to understand when you see that the support structure is peeled off without taking part of the model.
A smarter support strategy
Printing support on PETG instead of PLA cannot correct every bad orientation, every rough support surface, or every cutting error. What it can do is make support removal easier, reduce the risk of breaking the model, and offer a budget-friendly alternative to custom PLA support material.
What PETG offers is a practical middle ground between stubborn same-material supports and more expensive specialty support products.
This makes it a very clever trick for the right kind of printing, especially if you already have PETG on hand. If your printer can handle multi-material jobs, this is one of those small workflow tweaks that can make finished prints look better with less cleanup drama.

- Installation Volume
-
330*320*325 mm³
- Materials used
-
Filament spool
Its multi-material support facilitates the use of different types of filaments, such as PETG, for support structures in the Bambu Lab H2C.